|
Thông tin chi tiết sản phẩm:
|
| Vật chất: | Thép carbon, thép không gỉ | Tiêu chuẩn: | ASME, ASTM, JIS, DIN, EN |
|---|---|---|---|
| Xử lý bề mặt: | bức tranh | Hàng hiệu: | Authentic |
| Kỷ thuật học: | Rèn | Số mô hình: | phụ kiện thép carbon |
| Màu sắc: | Đen, mạ kẽm, dầu | ||
| Làm nổi bật: | Cút thép cacbon 8 inch,cút thép cacbon astm a234 wpb,khuỷu tay rèn astm a234 |
||
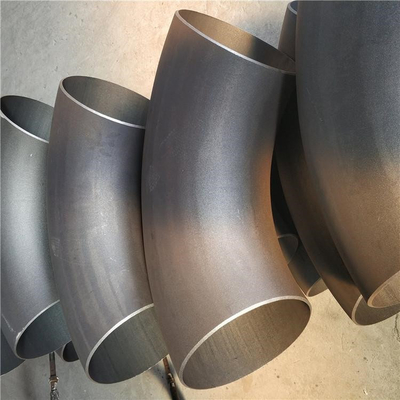
Cút thép carbon liền mạch rèn ASTM A234 WPB khuỷu tay 8 inch
Loại hình :cút ống thép carbon đường kính lớn
Bán kính:Khuỷu tay thép carbon bán kính ngắn
Bằng cấp:30,60.90 độ Cút thép carbon bán kính ngắn
Đăng kí:đánh tàu, dầu khí, hóa chất, khí đốt, điện, xây dựng, v.v.
Tên sản phẩm:Khuỷu tay
Kích thước:1/4 ”đến 48” Đường kính ngoài 13,7 mm đến 1219 mm
Tiêu chuẩn: ASTM / ANSI.B16.9 ASTM / ANSI B16.28 ASTM / ANSI B16.11 ASTM / ANSI B16.25BS1965 BS1640
DIN 2605 DIN2615 DIN2616 DIN2617
JIS B2311 JISB2312 JISB2313 JISB2316
ISO 3419-1981 ISO5251-1981
Vật chất:A234 WPB, A105, A283-D, A135-A, A53-A, A106-A, A179-C, A214-C, A192, A226, A315-B, A53-B, A106-B, A106-C, A178 -C, A210-A-1, A210-C.
Chứng chỉ: API5L, ISO 9001: 2008, SGS, BV, ccic
Độ dày của tường:SCH10, SCH20, SCH30, STD, SCH40, SCH60, SCH80, SCH100 SCH120, SCH160, XS, XXS
Xử lý bề mặt:sơn đen, vecni, dầu, mạ kẽm
Đánh dấu:Đánh dấu tiêu chuẩn, hoặc theo yêu cầu của bạn.Phương pháp đánh dấu: Phun sơn trắng
Bao bì:hộp gỗ & pallet
Bài kiểm tra:Phân tích thành phần hóa học, Tính chất cơ học, Tính chất kỹ thuật, Kiểm tra kích thước bên ngoài, kiểm tra thủy lực, Kiểm tra tia X.
| Tên | Ống nối liền mạch hàn bằng thép cacbon |
| Kích thước | 1/2 "- 48" |
| Tường dày | SCH20, SCH30, STD, SCH40, SCH60, XS, SCH80, SCH100, SCH120, |
| SCH140, SCH160, XXS | |
| Kết thúc | Sơn đen, mạ kẽm, dầu chống rỉ |
| vật phẩm | Cút 90 ° / 45 ° L / R (S / R), Tê đều, Tê giảm, Bộ giảm đồng tâm |
| Hộp giảm tốc lệch tâm, nắp, khuỷu tay 180 ° | |
| Tiêu chuẩn |
Tiêu chuẩn Mỹ Vật chất: Thép carbon ASTM A234 WPBKích thước: ASME B16.9 / B16.28 |
|
Tiêu chuẩn DIN Materil: ST37.0 Kích thước: DIN2605 / 2615/2616/2617 |
|
|
Tiêu chuẩn JIS Vật chất: JIS G3452 Kích thước: JIS 2311/2312 |
Khuỷu tay hàn đối đầu được làm bằng thép dập nóng hoặc khuỷu tay rèn, và hình thức kết nối của nó là hàn trực tiếp khuỷu tay và ống thép.Khuỷu tay được chia theo bán kính cong của nó, có thể được chia thành khuỷu tay bán kính dài và khuỷu tay bán kính ngắn;chia cho mức áp suất khoảng mười bảy, và ống American Standard là như nhau, là ống STD và XS hai được sử dụng phổ biến nhất;theo góc của điểm uốn cong, có 45 độ đối đầu khuỷu tay hàn, khuỷu tay 90 độ và 180 độ khuỷu tay và các góc độ khác nhau;được chia theo chất liệu: thép cacbon, thép hợp kim và thép không gỉ.
Phân loại khuỷu tay hàn đối đầu:
(1) khuỷu tay hàn đối đầu có thể được chia thành khuỷu tay hàn đối đầu bán kính dài và khuỷu tay hàn đối đầu bán kính ngắn theo bán kính cong của nó.Bán kính cong của khuỷu hàn giáp mép bán kính dài bằng 1,5 lần đường kính ngoài của ống, tức là R = 1,5D.Bán kính cong của khuỷu hàn đối đầu với bán kính ngắn bằng đường kính ngoài của ống, nghĩa là R = 1D.D là đường kính của khuỷu tay hàn giáp mép và R là bán kính cong.Nếu không có mô tả đặc biệt, sự lựa chọn chung là khuỷu tay 1.5D.
(2) nếu chia cho mức áp suất cho khoảng 17, và ống American Standard là như nhau, là: Sch5s, Sch10s, Sch10, Sch20, Sch30, Sch40s, STD, Sch40, Sch60, Sch80s, XS;Sch80, Sch100, Sch120, Sch140, Sch160, XXS, một trong những STD và XS hai được sử dụng phổ biến nhất.
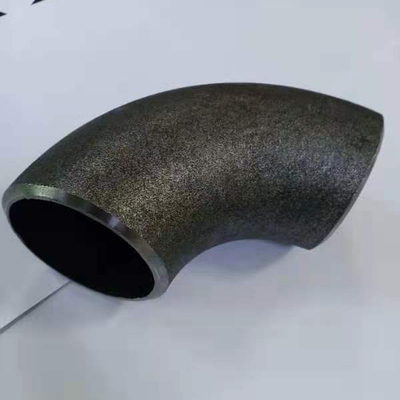
(3) theo góc của khuỷu tay, có khuỷu tay hàn đối đầu 45 độ, khuỷu tay hàn đối đầu 90 độ và khuỷu tay hàn đối đầu 180 độ và khuỷu tay góc khác nhau.
(4) vật liệu: thép cacbon, thép hợp kim và thép không gỉ.
Khuỷu tay hàn mông được hình thành như thế nào?
1. phương pháp: sử dụng loại máy ép rèn sẽ được ở cuối đường ống hoặc một phần sẽ được gấp rút ra ngoài, để hàn bên ngoài khuỷu tay, thường được sử dụng với máy quay, loại thanh kết nối, loại con lăn.
2. phương pháp lăn: thường không có trục gá, thích hợp cho ống tường dày bên trong cạnh tròn.Lõi được đặt trong ống, và con lăn bên ngoài được ép bởi con lăn dùng để gia công cạnh tròn.
3. phương pháp dập: trên đột có lõi côn, đầu ống được mở rộng kích thước và hình dạng yêu cầu.
4. phương pháp uốn: có ba loại phương pháp thường được sử dụng, một phương pháp được gọi là phương pháp kéo căng, một phương pháp khác được gọi là phương pháp dập, phương pháp con lăn thứ ba, 3 - 4 và hai, con lăn cố định, điều chỉnh con lăn, điều chỉnh khoảng cách con lăn cố định, thành phẩm là ống uốn cong.
5 .. Phương pháp: một cái được đặt trong ống cao su, với cú đấm nén phía trên ống tạo thành phình;một phương pháp khác là bơm phồng thủy lực ở ống giữa, nạp chất lỏng, áp suất chất lỏng vào trong trống ống để tạo hình dạng sản xuất ống sóng với nhiều nhất là phương pháp này.
Thường thì cút hàn đối đầu được hàn tại vị trí thi công đường ống, đó là do tiêu chuẩn hàn của các loại đường ống khác nhau, và yêu cầu hàn tại chỗ tùy theo cấp của mối hàn đường ống.Có đường hàn ở khuỷu tay mối hàn đối đầu.
Khuỷu tay trong hoạt động hàn được hoàn thành theo tình hình thực tế của môi trường bên ngoài hoặc đường ống xử lý gỉ hoặc ăn mòn, để tránh khuỷu tay trong mối hàn ăn mòn hoặc ăn mòn, gây ra bởi tuổi thọ ngắn của khuỷu tay.
Cút trước khi hàn, khủy hàn để tránh biến dạng, nhóm toàn bộ hai bên khủy được chăm sóc bằng ngói kết thúc, gia cố bằng thép không gỉ tấm hồ quang và keel.Theo các phương pháp hàn thông thường cần hàn argon, xét về chi phí hàn và eo nhỏ đường kính lớn hơn thì argon rất khó, toàn diện các yếu tố trên trong hàn bằng bên trong và bên ngoài hai người hàn và hàn đối xứng, giải quyết được vấn đề argon, và hình dạng cũng rất tốt.Công nghệ hàn của hàn điểm argon là A022, và dây hàn là HOOCr21Nil0.Hàn hồ quang argon được sử dụng ở lớp dưới.Trước khi thao tác hàn, hãy đánh phấn trong phạm vi 100mm của bên trái và bên phải của đường hàn để ngăn không cho hạt văng dính trên bề mặt của ống và tạo dòng điện nhỏ trước khi thao tác hàn.Hàn nhiều lớp, nhiều rãnh, liên tục.Nhìn chung sau khi hàn, các mối nối hàn và bề mặt khuỷu tay hàn bắn tung tóe được đánh bóng trên tấm đệm hoàn thiện trước khi hàn, kiểm tra không phá hủy, bề mặt bên trong và bên ngoài của mối hàn.Quá trình tẩy rửa và tẩy thụ động sau khi vận chuyển khuỷu tay đến địa điểm lắp đặt, địa điểm đằng sau công việc lắp đặt.
![]()
![]()
![]()
Người liên hệ: Susan
Tel: +8613111786679
Fax: 86-66-00302